
Climate Monitoring of Solder Paste Storage
Turck Beierfeld is monitoring the climatic conditions of the solder paste storage with a system from its own company – with IM18-CCM50 control cabinet guards, CMTH condition monitoring sensors and data dashboards via Turck Cloud Solutions
At the Beierfeld site, Turck has now been able to directly implement a recently launched innovation and automate the handling of solder pastes in electronics production. The company in eastern Germany operates an SMT production facility for printed circuit boards, in addition to many other production lines. In the SMT process, solder paste is applied very thinly (<150 micrometers) to the circuit boards with printers. The printed circuit board is then fitted with the components and soldered in the subsequent reflow process.
Climatic conditions of the solder pastes influence quality
To achieve the best possible quality of the solder joint, the solder paste must be stored within a certain temperature range. On average, the paste must only be processed at 23 – 27 degrees Celsius – at a humidity of 40 – 60 percent (depending on the manufacturer). After the printed circuit boards have been printed, no more than eight hours must elapse before the circuit boards are soldered in the oven.
-turck-image.jpg)
An IM18-CCM50 monitors the temperature and door closure in each of the four refrigerators

Solder pastes are inserted in front of the printer, the CMTH next to it detects the ambient conditions

The CMTH sensor transmits the temperature and humidity values to its IO-Link master via IO-Link

IP67 power supply unit and the IP67 switch provide a cabinet-free connection between sensors and the MES
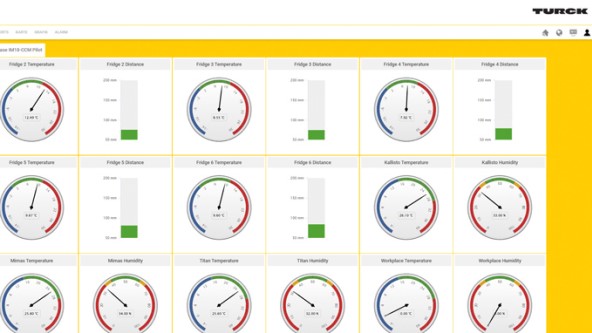
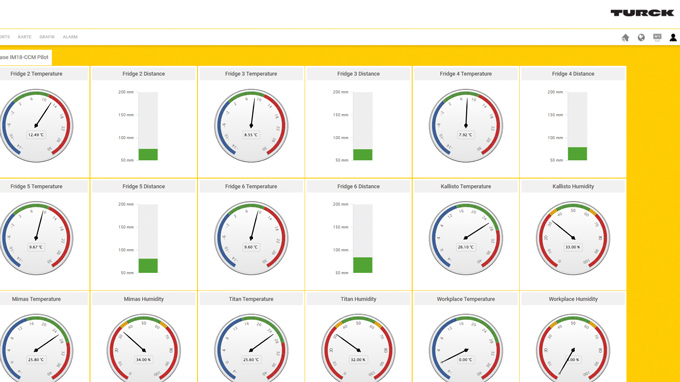
The graphical dashboard enables to see the status of the refrigerators and the other workstations
-turck-image.jpg)
The compact TBEN-S IO-Link master brings the sensor’s data into the production network

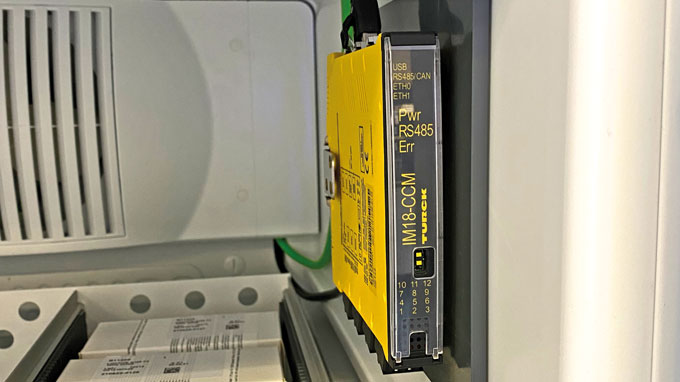
“Brain” of the system: The Linux-based IM18-CCM bridges the gap between OT and IT
-turck-thumbnail.jpg)




-turck-thumbnail.jpg)

.jpg){kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
.jpg){kind=link}
{kind=link}
Manual tracking of solder pastes
Together with his team and project manager Linda Galle, Christian Seliger, responsible for the Research and Development business unit at the Beierfeld site, planned and implemented the automated recording and documentation of paste handling. The monitoring of the climate in the refrigerators was implemented with Turck’s IM18-CCM50 condition monitoring system. One of these control cabinet guards with an integrated Linux computer is located in each of the five refrigerators. With their integrated sensors, they detect the distance to the refrigerator door and the temperature in the cabinet. The devices are also able to measure air humidity, but this is not important in this application, since only closed paste containers are in the refrigerators.
The temperature and humidity in the printers, on the other hand, are very relevant, so the CMTH combined temperature-humidity sensor records these variables there. Each of the three stand-alone solder paste printers has one of these condition monitoring sensors, and another sensor records the conditions at the workstation where the pastes are stored for acclimatization. Each CMTH sensor is connected to a compact TBEN-S IO-Link master, which transmits the data to the production network. The TBEN-L5-SE-M2 managed IP67 switch also integrates all IM18-CCM50s into the production network.
With their open Linux operating system, the IM18-CCM50 devices are designed for the installation of OEM software, allowing users to implement their own software solutions. They form the brain of the system, which handles the storage and the communication – with the sensors, the network and the Turck Cloud. To monitor the refrigerators, only network drivers and scripts for collecting sensor data are installed on the condition monitoring platform. The IM18-CCM50 transmits the data of the integrated sensors as well as the CMTH sensors directly via Ethernet to the Turck Cloud.
Clear dashboards in the Turck Cloud display climatic conditions
Today, this first project phase of solder paste tracking is automated to ensure that the temperatures in the refrigerators, at the acclimatization workstation, and in the printers comply with the specifications. The times when the pastes are stored and removed are currently still documented by hand or recorded by scanning the QR codes on the containers. If humidity or temperature increase, this is indicated to the employees on the dashboard in the Turck Cloud. Long-term trends can also be identified in addition to the current values. In future, it would be possible for the MES to be connected to implement trend detection and analyze correlations between data series.
“The condition monitoring solution based on the IM18-CCM that has now been implemented was only the first step on the way to the fully automated monitoring of the storage and use of solder pastes. In the follow-up project, we will connect our MES and thus complete the digitalization and automation of our production. In this way, we can maintain quality at the highest level even when operating at maximum capacity, and avoid unnecessary costs due to overlaid solder pastes,” Christian Seliger sums up.
Outlook: RFID-supported seamless solder paste tracking
In the second expansion stage, the tracking of pastes will be implemented directly with RFID tags on each container, which at the same time enables the recording of correct acclimatization before opening the containers. Since the IM18-CCM devices then communicate directly with the MES, which controls the production orders for the printers, the system can immediately check whether the paste container used has been correctly stored and acclimatized before the PCBs are printed, or block use if the required conditions have not be maintained. If all data is available in the MES, further information could also be obtained from it, for example, to uncover weak points and sources of errors.
- Automotive
- Modular Flexibility and Safety in Filter Production
- Smart Cable Prevents Machine Downtimes
- Inductive Couplers Ensure Precise Material Feed
- Assembly Management with a Direct MES Connection
- Car Body Identification in Automobile Production
- Reliable Skid Detection in Automotive Production
- Error-free JIS Order Picking for Bumpers
- RFID Bus Mode Ensures Quality of Lithium-Ion Batteries
- Level Measurement in Dip Coating Line
- Level Control in Central Lubrication System
- Quality Assurance on the Gluing Robot
- Tilt angle sensor accelerates platform alignment
- Motor Control with Condition Monitoring
- IP67 Hybrid Module Processes Safety Signals
- Decentralized monitoring of cooling stations
- Robot welding cells networked with Ethernet
- Monitoring the cooling circuit on welding clamps
- Flow monitoring in drum washers
- Condition Monitoring of Motors as a Retrofit
- Cloud-based Level Monitoring
- Press Shop – Tool Identification
- Body Shop – Welding Nut Detection
- Paint Shop – Skid Identification
- Final Assembly – Robot Assembly
- Powertrain – Contactless Verification
- Item-level Detection with UHF RFID
- Supply of cooling lubricant in machine tools
- Press Shop: Controlling hydraulic pressure
- Measuring process pressure on scissor lifts
- Success Stories
- RFID Solution for Data Acquisition in Stator Production
- Modular Plant for Flexible and Efficient Production
- Laser Sensor Detects Black Bumpers in Assembly Cell
- Decentralized Safety Technology for Modular Production
- Modular Conveyor System
- RFID and I/O Modules for Safe Tool Changes
- RFID Guides AGV in Suspension Production
- IO-Link Wired Silencer Production
- Workpiece Carrier Identification in Rear Vent Production
- Weld Nut Sensing
- RFID Traceability
- RFID in Engine Production
- Bumper Production with Identification
- Solutions for Paint Shops
- Welding and Assembly Sensors
- Angle Sensors for Assembly Systems
- Tool Identification
- RFID Identification of Injector Nozzles
- RFID in the Body Shop
- IO-Link Eases Differential Gear Production
- Chemical
- excom I/O System Enables Safe Hydrogen Liquefaction
- Decentralized Automation in Ex Areas
- RFID Control of Tube Connections in the Ex Area
- Ethernet Signal Connection in the I&C Room
- Ethernet-based Automation of Modular Skids
- Ex Isolation in Modular Process Plants
- Detection of Pigs
- Remote Signal I/O
- Easy Connection of Field Devices
- Signal Processing with System I/O in the Control Cabinet
- Signal Separation with Interface Technology in the Control Cabinet
- Identification of Hose Connections
- Efficient Monitoring of Cabinets in the Field
- Monitoring of Quarter Turn Actuators
- Planning and Assembly of System Solutions
- Success Stories
- Control Cabinet Monitor for Transmission of Condition Data
- Efficient Cooling of Industrial Furnaces
- I/O System Excom Creates Space in the I&C Rooms
- Zone 2 and 22 RFID
- Efficient Testing Control
- Intrinsically Safe Field Communication
- Process Control System Partnership
- Hazardous Area Remote I/O
- Dual Valve Position Feedback
- Flexibility with Fieldbus
- Asset Management with Remote I/O
- Correct Positioning with RFID in Carbide Production
- Compact Ex Protection
- Energy
- Capacitive Sensor Detects Point Level in Pellet Heating System
- RFID System Identifies Solar Cell Carriers
- Decentralized I/O System for Hazardous Areas at H2 Refueling Stations
- Decentralized I/O Solution in Ex Zone for H2-Fueling Station
- I/O Module Facilitates Setup and Mobile Use of Fuel Cell Test Stand
- Wind Turbine Rotor Positioning
- IP67 I/O in Coal Production
- UHF RFID Identifies Switch Gear
- Remote I/O in Biogas Plant
- Food and Beverage
- Condition Monitoring Sensor Automates Climate Control
- Condition Monitoring of Control Cabinets
- Condition Monitoring in Storage Rooms
- Dough Thickness Control in Rolling Machines
- Identification of Food Containers
- Container Check
- Quick Sensor Replacement in Beverage Plants
- Detection of Pipe Elbows
- Identification of Chocolate Moulds
- Success Stories
- Cloud-based Maintenance for Steam Generators
- RFID Support Enables Track and Trace in Food Production
- Reliable Linear Position Detection in Ex Zone 22
- Decentralized Control Modules in Coldstore
- Track and Trace in Meat Production with RFID
- Contact-free Encoder in Potato Production
- UHF RFID in Food Distribution Center
- RFID for Chocolate production
- Distributed I/O for Food Equipment
- Remote I/O for Distilleries
- RFID and Autoclaves
- Transparency in Chocolate Manufacturing
- IP67 Power Supplies for Conveyors
- Identification in Food Product Storage
- Logistics
- UHF RFID Tunnel for Goods Identification on Conveyor Belts
- Preventing Package Jams in the Logistics Center
- Height Control and 3D Spatial Monitoring on Autonomous Forklift Trucks
- Decentralized Control of Conveyor Modules
- Tracking Big Bags with RFID
- Distance Detection in Container Cranes
- Access Control for Protected Areas
- Decentralized Muting of Electro-sensitive Protective Equipment
- I/O Blocks Control Roller Conveyor Modules
- Fast Tag Detection at Warehouse Gates
- Item-level Detection with UHF RFID
- Preventive Maintenance on Conveyor Belts
- Detection of Transport Containers
- Level Detection in Vessels
- Identification of Cryovessels
- Identification of Mobile Containers with Handheld Devices
- Identification of Food Containers
- Tier 1 – Bumper Identification
- Condition Monitoring in Storage Rooms
- Collision Protection on Reach Stackers
- Success Stories
- Efficient Solution for the Digitalization of Conveyor Technology
- Logistics: RFID Reduces Error Quota by 99 Percent
- RFID: ROI Achieved After Three Avoided Delivery Errors
- Sustainable Tracking of RTIs thanks to RFID
- RFID with HF Bus Mode Eases Seed Storage
- RFID Enables Unmanned Store at Major Building Site
- I/O and Safety Modules Increase Throughput in Intralogistics
- Shipment Tracking for Raw Materials
- RFID-based Shipment Control Minimizes Errors
- RFID-based Tracking of Inbound and Outbound Materials
- Decentralized UHF RFID Solution
- Contact-free Encoder in Potato Production
- Decentralized Control Modules in Coldstore
- Speed Control via Radar Sensor QT50
- IP67 Power Supplies for Conveyors
- Modular Conveyor System
- RFID Solution for Warehouse
- RFID Guides AGV in Suspension Production
- RFID Identifies Pharmaceuticals
- UHF RFID in Food Distribution Center
- Mobile Equipment
- Animal and Object Detection on the Combine Harvester
- Condition Monitoring Sensor Automates Climate Control
- Automatic Slope Compensation
- Distribution Lines for Field Sprayers
- Angle Measurement on a Field Sprayer
- Determining the Boom Angle Position
- Two-Axis Tilt Measurement on a Combine Harvester
- Collision Protection on Reach Stackers
- Success Stories
- RFID Solution with Smart Forklifts in Autombile Production
- Safe Remote Maintenance of Irrigation and Drainage Pumps
- Access Control with RFID System
- Selective Asparagus Harvester
- Position Measurement with RFID and Encoder
- Speed Control via Radar Sensor QT50
- RFID Guides AGV in Suspension Production
- Block I/O Modules on Super Yacht
- Wear-free Encoder on Hopper Dredger
- I/O for Dust Suppression
- Cabinet Cooling
- Quick Disconnect Connectivity
- Automation Solutions for Extreme Cold
- Remote I/O for Cranes
- Rugged Heavy Metal Lifting
- Rollercoaster Positioning
- Mobile Machinery Solutions
- Exact Height Positioning
- Critical Angle Sensing
- Angle Sensor Detects Platform Lift
- Oil and Gas
- Packaging
- Decentralized RFID Package Verification
- Identification of Printing Color Cartridges
- Reliable Operation of Machines
- Container Check
- Monitoring of Caps in Filling Lines
- Monitoring Changeover Processes
- Identification of Test Bottles
- Level Monitoring of Ground Coffee
- Level Detection in Vessels
- Detection of Transport Containers
- Success Stories
- Pharma
- End-to-End Sample Tracking with RFID
- RFID Control of Tube Connections in the Ex Area
- Decentralized Package Verification
- Automate Modular Skids
- Pharmaceutical Skids with Decentralized I/O Technology
- Ex Isolation in Modular Process Plants
- Control of Valve Interfaces
- Monitoring of Quarter Turn Actuators
- Detection of Pipe Elbows
- Remote Signal I/O
- Planning and Construction of Super Skids
- Easy Connection of Field Devices
- Identification of Cryovessels
- Identification of Mobile Containers
- Identification of Mobile Containers with Handheld Devices
- Securing Hose Connections for Preliminary Products
- Identification of Hose Connections in Sterile Areas
- Identification of Hose Connections in Ex Zone 1
- Identification of Big Bags and Bioreactors
- Identification of Single-Use Applications
- Success Stories
- Semiconductor
Select Country
Turck worldwide