
Coolant Concentrate Monitoring with TX513 HMI
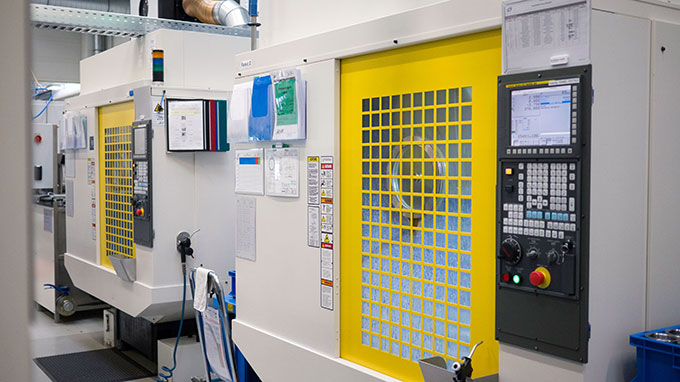
A central cooling lubricant processing plant supplies four milling machines of auto parts supplier Ovalo – controlled and visualized with Turck's Codesys programmable TX513 HMI/PLC
Integrator RobMation GmbH installed a central cooling lubricant plant for CNC machines at auto parts supplier Ovalo GmbH. While Turck's TX513 Codesys HMI controls the plant and visualizes the process, modular BL20 I/O systems connect actuators and sensors via Profinet. Thanks to the different interfaces provided by the TX513, as well as the BL20 Ethernet multiprotocol gateways, RobMation is able to minimize the number of device variants that have to be kept in stock.

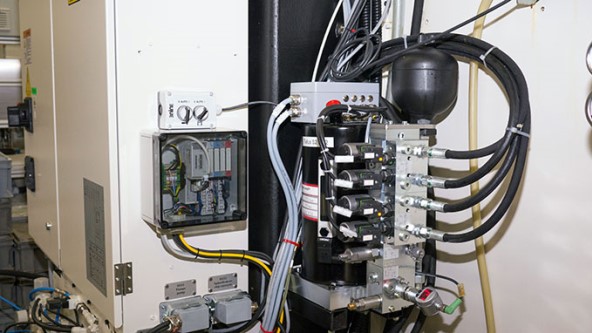
The central lubrication system supplies four machining centers with coolants (KSS) – controlled by TX513

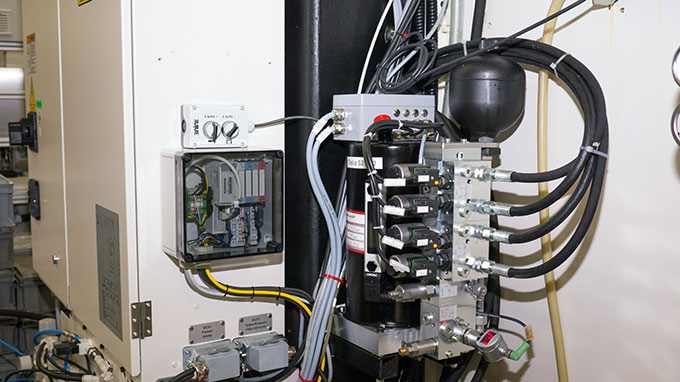
The barrel containing Robsol (KSS coolant concentrate) is positioned at the back of the processing plant

Communication with the KSS units of the four machines is implemented via Profinet

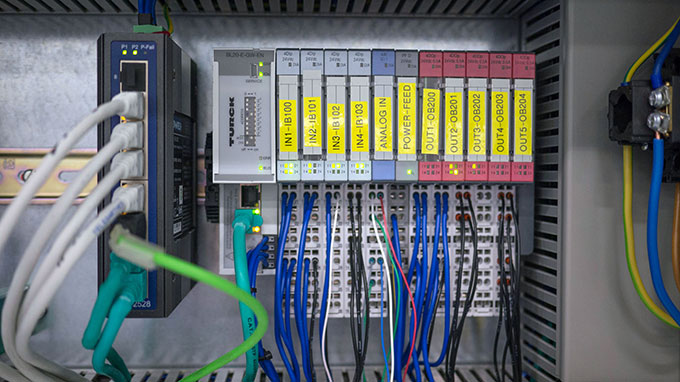
The central BL20 I/O station forwards all signals via Profinet to the TX513 HMI
The four machining centers are each provided with these switch boxes with BL20 gateways

Thomas Schulz, RobMation GmbH






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
CNC machines, milling systems, machining centers and all types of machine tools for metal processing must be provided with permanent lubrication. Each machine normally has its own cooling lubricant supply system. These are filled with the KSS coolant concentrate, which is diluted with water for use in the process. This is a task that is sometimes neglected due to time pressure, and can be expensive if the machine has already been producing rejects.
Automated processing of the cooling lubricant
To avoid this problem, RobMation GmbH, the system integrator and specialist for “unmanned manufacturing” based in Baesweiler near Aachen, developed a central system for treating cooling lubricants. Sensors here determine the concentration, purity, fill level and the temperature of the cooling lubricant. This data is used by a controller to remove or pump the cooling lubricant from or to the machine tools depending on its quality. Used KSS coolant is pumped out of the machines into the central processing plant. The concentrate and the water are then added for treatment in the processing plant. Heat exchangers regulate the temperature. The costs for this central processing plant are paid off very quickly as it can serve four connected machine tools directly.
Autonomous, versatile HMI controller
A separate controller was required to operate the central lubrication plant independently from the connected machine tools. The integrator therefore looked for a stand-alone and flexible controller with integrated visualization. This had to be mounted on the central lubrication plant in order to control it, as well as to display the histograms of cooling lubricant consumption and condition for all four connected machines. Leon Heuschen, customer advisor at wholesalers EGU, suggested Turck's TX513 HMI for controlling the central processing plant. The HMI is provided with a Codesys 3 controller and several Ethernet and serial interfaces.
The HMI communicates via Profinet with the gateways of the Turck BL20 I/O system, which are located in a switch box on each of the four CNC machines. The sensors and actuators that measure and regulate the condition of the KSS coolant in the CNC machines are connected to the local BL20 gateways. The BL20 I/O modules help to reduce the wiring effort for the system integrator with the installation.
Reducing costs, increasing productivity
Besides the consumption of KSS coolant, operating costs are also reduced, since employees no longer have to spend time checking and refilling. However, the uncompromising constantly high product quality is much more significant, since variations in quality caused by KSS coolant with different temperatures or contaminated lubricant are prevented. The productivity and reliability of the machines is increased.
Further Information
Select Country
Turck worldwide